

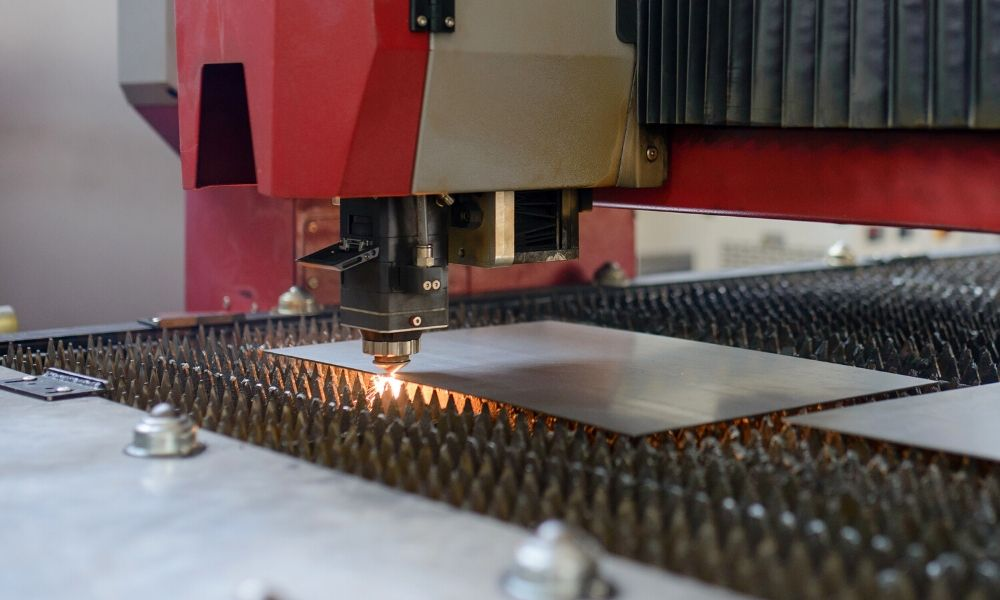
Валакно лазернай рэзкіможа заняць важнае месца ў апрацоўчай прамысловасці, і яго высокая якасць рэжучага эфекту непасрэдна звязана. У рэальным вытворчасці якасць валаконна-лазернай рэзкі мае вялікі ўплыў на эфект рэзкі, хоць прадукцыйнасць лазернай рэзкі вельмі добрая, але для таго, каб цалкам і стабільна гуляць сваю ролю эфектыўнасці, мы павінны зразумець, якія фактары уплываюць на якасць рэзкі валаконна-лазернай рэзкі, наступнаеЗалатая маркабачыць.

Лазерная магутнасць трох абласцей (перапаленая вобласць, бездэфектная зона, вісячая зона дзындры)
1. Плошча перагарання: калі магутнасць лазера занадта вялікая, што прыводзіць да празмернага паступлення цяпла, так што дыяпазон плаўлення нарыхтоўкі перавышае дыяпазон паветранага патоку пад высокім ціскам, які можа адагнаць, расплаўлены метал не выдзімаецца. струмень паветра і вырабіць перагаранне.
2. Зона без дэфектаў: гэта значыць, магутнасць лазера знаходзіцца ў правільным дыяпазоне, на гэты раз эфект рэзкі добры, называецца зонай без дэфектаў.
3. Вісячая зона дзындры: калі магутнасць лазера занадта малая, недастатковае цяпло, чым бліжэй ніжні край тэмпературы расплаўленага прадукту, тым ніжэй, і тым большая глейкасць, і, такім чынам, не можа быць здзьмута патокам паветра пад высокім ціскам і застаецца ў ніжняй абзе рэжучай паверхні для атрымання вісячага дзындры. У цяжкіх выпадках нельга стрыгчы да адукацыі зрэзу.
Крытэрыі ацэнкі якасці рэзкі лазернай рэзкі
Рэзка таўшчынёй больш за 2 мм пласціны лазернай рэзкі, размеркаванне шурпатасці рэжучай паверхні не з'яўляецца раўнамерным, вар'іруецца ў шырокіх межах па напрамку таўшчыні, і яго змены ўмоў маюць дзве характарыстыкі.
1, форма рэжучай паверхні падзелена на дзве вельмі розныя часткі. Верхняя частка паверхні роўная і гладкая, рэжучая паласа акуратная і тонкая, а значэнне шурпатасці невялікае; ніжняя частка рэжучай паласы неўпарадкавана, паверхня няроўная, а значэнне шурпатасці вялікае. Верхняя частка мае характарыстыкі прамога дзеяння лазернага прамяня, а ніжняя частка мае характарыстыкі расплаўленага металу.
Будзь бесперапынная лазерная рэзка, або імпульсная лазерная рэзка, рэжучая паверхня паказвае, што ёсць дзве часткі верхняй і ніжняй, розніца ў імпульснай лазернай рэзцы і верхняй частцы рэжучых палос, і частата імпульсаў мае адпаведныя адносіны: чым вышэй частата , чым драбней палоскі, тым меншае значэнне шурпатасці паверхні.
2, шурпатасць паверхні ў верхняй частцы рэжучай паверхні ў значнай ступені аднастайная, не змяняецца з вышынёй; у той час як ніжняя вобласць шурпатасці паверхні змяняецца з вышынёй, чым бліжэй да ніжняга краю, тым большае значэнне стараннасці шурпатасці паверхні.
Jinan Gold Mark CNC Machinery Co., Ltd. з'яўляецца высокатэхналагічным прадпрыемствам, якое спецыялізуецца на даследаванні, вытворчасці і продажы наступных станкоў: лазерны гравер, валаконна-лазерная маркіроўка, маршрутызатар з ЧПУ. Прадукцыя шырока выкарыстоўваецца ў рэкламных дошках, рамёствах і лепцы, архітэктуры, пячатках, этыкетках, рэзцы па дрэве і гравіроўцы, аздабленні з каменя, рэзцы скуры, швейнай прамысловасці і гэтак далей. На базе паглынання міжнародных перадавых тэхналогій, мы прапануем кліентам самую перадавую прадукцыю і ідэальнае пасляпродажным абслугоўванне. У апошнія гады наша прадукцыя прадаецца не толькі ў Кітаі, але і ў Паўднёва-Усходняй Азіі, Блізкім Усходзе, Еўропе, Паўднёвай Амерыцы і на іншых замежных рынках.
Email: cathy@goldmarklaser.com
WeCha/WhatsApp: +8615589979166
Час публікацыі: 11 чэрвеня 2021 г

