

ბოჭკოვანი ლაზერული საჭრელი მანქანის პოპულარობა მჭიდრო კავშირშია მის მაღალ სიზუსტესა და სიზუსტესთან. თუ ბოჭკოვანი ლაზერული საჭრელი მანქანის ჭრის სიზუსტე ვერ აღწევს, მაშინ იგი განკუთვნილია აღმოფხვრაზე. ბოჭკოვანი ლაზერული საჭრელი მანქანის ჭრის სიზუსტე დაკავშირებულია ლაზერული საჭრელი მანქანის ფოკუსური წერტილის კონტროლთან. ბოჭკოვანი ლაზერული საჭრელი მანქანის ფოკუსური წერტილის რეგულირება იგივეა, რაც ბოჭკოვანი ლაზერული საჭრელი მანქანის ეფექტურობის გაუმჯობესება და უფრო მეტიც, ეს აუმჯობესებს მთელი საწარმოს წარმოების ეფექტურობას. შემდეგ ლაზერული საჭრელი მანქანის ჭრის სიზუსტის გასაუმჯობესებლად და ბოჭკოვანი ლაზერული საჭრელი მანქანის ფოკუსის ზუსტი კორექტირებისთვის, ჩვენ უნდა გავიგოთ ბოჭკოვანი ლაზერული საჭრელი მანქანის ფოკუსი, შემდეგ მიჰყევით ოქროს ნიშნის ერთად სანახავად
1. ჭრის აქცენტი workpiece ზემოთ
ამ გზით ჩვენ ასევე ვხდებით ნეგატიურ ფოკუსირებას, რადგან ჭრის წერტილი არ არის განთავსებული საჭრელი მასალის ზედაპირზე და არც საჭრელი მასალის შიგნით, არამედ განლაგებულია ჭრის მასალის ზემოთ. ეს მეთოდი ძირითადად გამოიყენება მაღალი სისქის მასალების დასაჭრელად. მოჭრილი მასალის ზემოთ ფოკუსური წერტილის განლაგების მთავარი მიზეზი არის ის, რომ სქელი ფირფიტები საჭიროებს ჭრის დიდ სიგანეს, წინააღმდეგ შემთხვევაში საქშენით მიწოდებული ჟანგბადი შეიძლება ადვილად გახდეს არასაკმარისი და გამოიწვიოს ჭრის ტემპერატურის დაცემა. თუმცა, ამ მეთოდის ერთ-ერთი მინუსი არის ის, რომ ჭრის ზედაპირი შედარებით უხეშია და არც თუ ისე პრაქტიკული მაღალი სიზუსტით ჭრისთვის.
2. საჭრელი ფოკუსური წერტილი სამუშაო ნაწილის შიგნით
ეს გზა ასევე გახდება პოზიტიური აქცენტი. როდესაც თქვენ გჭირდებათ სამუშაო ნაწილის გაჭრა, არის უჟანგავი ფოლადის ან ალუმინის ფოლადის ფირფიტა, როდესაც ჭრის წერტილი ჩვეულებრივ გამოიყენება სამუშაო ნაწილის რეჟიმში. მაგრამ ამ ხერხის ერთ-ერთი მინუსი ის არის, რომ ფოკუსური წერტილის პრინციპის ჭრის ზედაპირის გამო, ჭრის სიგანე შედარებით დიდია სამუშაო ნაწილის ზედაპირზე ჭრის წერტილზე, მაშინ როცა ეს რეჟიმი მოითხოვს დიდ ჭრის ჰაერის ნაკადს, ტემპერატურა უნდა იყოს საკმარისია, ჭრის პერფორაციის დრო ოდნავ მეტია. ასე რომ, როდესაც თქვენ ირჩევთ მასალას სამუშაო ნაწილის ძირითადად უჟანგავი ფოლადის ან ალუმინის მსუბუქი სიხისტე მასალა, როდესაც არჩევანი.
3. ჭრის აქცენტი ზედაპირზე workpiece
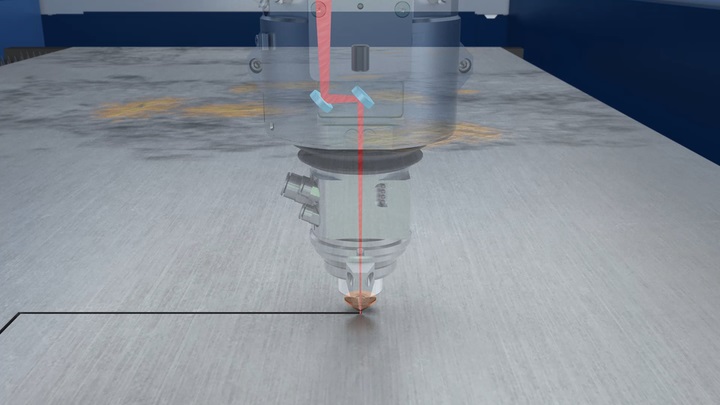
ეს გზა ასევე ხდება 0 ფოკუსი, ზოგადად გავრცელებულია SPC, SPH, SS41 და სხვა სამუშაო ნაწილის ჭრისას, როდესაც გამოიყენება საჭრელი მანქანის ფოკუსირება სამუშაო ნაწილის ზედაპირთან ახლოს, სამუშაო ნაწილის ზედა და ქვედა ზედაპირის სიგლუვის ეს რეჟიმი არ არის იგივე, ზოგადად. ჭრის ზედაპირის კერასთან ახლოს საუბარი შედარებით გლუვია და ქვედა ზედაპირის ჭრის ფოკუსიდან მოშორებით უხეში ჩანს. ეს რეჟიმი უნდა განისაზღვროს ფაქტობრივი გამოყენებისას ზედა და ქვედა ზედაპირების პროცესის მოთხოვნებით.
Jinan Gold Mark CNC Machinery Co., Ltd. არის მაღალტექნოლოგიური ინდუსტრიის საწარმო, რომელიც სპეციალიზირებულია მანქანების კვლევაში, წარმოებასა და გაყიდვაში შემდეგნაირად: ლაზერული გრავიორი, ბოჭკოვანი ლაზერული მარკირების მანქანა, CNC როუტერი. პროდუქტები ფართოდ გამოიყენებოდა სარეკლამო დაფებში, ხელნაკეთობებსა და ჩამოსხმაში, არქიტექტურაში, ბეჭდებში, ეტიკეტებში, ხის ჭრასა და გრავირებაში, ქვის გაფორმებაში, ტყავის ჭრაში, ტანსაცმლის მრეწველობაში და ა.შ. საერთაშორისო მოწინავე ტექნოლოგიების შთანთქმის საფუძველზე, ჩვენ კლიენტებს ვთავაზობთ ყველაზე მოწინავე წარმოებას და სრულყოფილ გაყიდვის შემდგომ მომსახურებას. ბოლო წლების განმავლობაში, ჩვენი პროდუქცია გაიყიდა არა მხოლოდ ჩინეთში, არამედ სამხრეთ-აღმოსავლეთ აზიაში, შუა აღმოსავლეთში, ევროპაში, სამხრეთ ამერიკასა და სხვა საზღვარგარეთის ბაზრებზე.
გამოქვეყნების დრო: აპრ-26-2021

