

ஃபைபர் லேசர் வெட்டும் இயந்திரத்தின் புகழ் அதன் உயர் துல்லியம் மற்றும் துல்லியத்துடன் நெருக்கமாக தொடர்புடையது. ஃபைபர் லேசர் வெட்டும் இயந்திரத்தின் வெட்டு துல்லியத்தை அடைய முடியாவிட்டால், அது அகற்றப்பட வேண்டும். ஃபைபர் லேசர் வெட்டும் இயந்திரத்தின் வெட்டும் துல்லியம் லேசர் வெட்டும் இயந்திரத்தின் மையப்புள்ளி கட்டுப்பாட்டுடன் தொடர்புடையது. ஃபைபர் லேசர் வெட்டும் இயந்திரத்தின் மையப் புள்ளியை சரிசெய்வது, ஃபைபர் லேசர் வெட்டும் இயந்திரத்தின் செயல்திறனை மேம்படுத்துவதற்கு சமம், மேலும் இது முழு நிறுவனத்தின் உற்பத்தித் திறனை மேம்படுத்துகிறது. லேசர் வெட்டும் இயந்திரத்தின் வெட்டு துல்லியத்தை மேம்படுத்துவதற்கும், ஃபைபர் லேசர் வெட்டும் இயந்திரத்தின் துல்லியமான சரிசெய்தலுக்கும், ஃபைபர் லேசர் வெட்டும் இயந்திரத்தின் மையத்தை நாம் புரிந்து கொள்ள வேண்டும், பின்வருவனவற்றைப் பின்தொடர கோல்ட் மார்க்
1. மேலே உள்ள பணியிடத்தில் கவனம் செலுத்துதல்
இந்த வழியில் நாமும் எதிர்மறையான கவனம் செலுத்துகிறோம், ஏனென்றால் வெட்டுப் புள்ளி வெட்டுப் பொருளின் மேற்பரப்பில் இல்லை அல்லது வெட்டுப் பொருளின் உள்ளே இல்லை, ஆனால் வெட்டுப் பொருளுக்கு மேலே அமைந்துள்ளது. அதிக தடிமன் கொண்ட பொருட்களை வெட்டுவதற்கு இந்த முறை முக்கியமாக பயன்படுத்தப்படுகிறது. வெட்டப்பட்ட பொருளுக்கு மேலே குவியப் புள்ளியை நிலைநிறுத்துவதற்கான முக்கிய காரணம், தடிமனான தட்டுகளுக்கு பெரிய வெட்டு அகலம் தேவைப்படுகிறது, இல்லையெனில் முனையால் வழங்கப்படும் ஆக்ஸிஜன் எளிதில் போதுமானதாக இல்லாமல், வெட்டு வெப்பநிலை குறையக்கூடும். இருப்பினும், இந்த முறையின் குறைபாடுகளில் ஒன்று, வெட்டு மேற்பரப்பு ஒப்பீட்டளவில் கடினமானது மற்றும் அதிக துல்லியத்துடன் வெட்டுவதற்கு மிகவும் நடைமுறையில் இல்லை.
2. பணிப்பகுதிக்குள் குவியப் புள்ளியை வெட்டுதல்
இந்த வழியும் நேர்மறையான கவனம் செலுத்துகிறது. நீங்கள் பணிக்கருவியை வெட்ட வேண்டியிருக்கும் போது, துருப்பிடிக்காத எஃகு அல்லது அலுமினியம் எஃகு தகடு, வெட்டுப் புள்ளி பொதுவாக பணிக்கருவி பயன்முறையில் பயன்படுத்தப்படும். ஆனால் இந்த வழியின் குறைபாடுகளில் ஒன்று, குவியப் புள்ளிக் கொள்கையின் வெட்டு மேற்பரப்பு காரணமாக, வெட்டு அகலம் பணியிடத்தின் மேற்பரப்பில் உள்ள வெட்டுப் புள்ளியை விட ஒப்பீட்டளவில் பெரியதாக உள்ளது, அதே நேரத்தில் இந்த முறைக்கு ஒரு பெரிய வெட்டு காற்றோட்டம் தேவைப்படுகிறது, வெப்பநிலை இருக்க வேண்டும் போதுமானது, துளையிடும் நேரம் சிறிது அதிகமாக உள்ளது. எனவே நீங்கள் பணிக்கருவியின் பொருளைத் தேர்ந்தெடுக்கும்போது முக்கியமாக துருப்பிடிக்காத எஃகு அல்லது அலுமினியத்தின் ஒளி கடினத்தன்மையைத் தேர்ந்தெடுக்கும்போது.
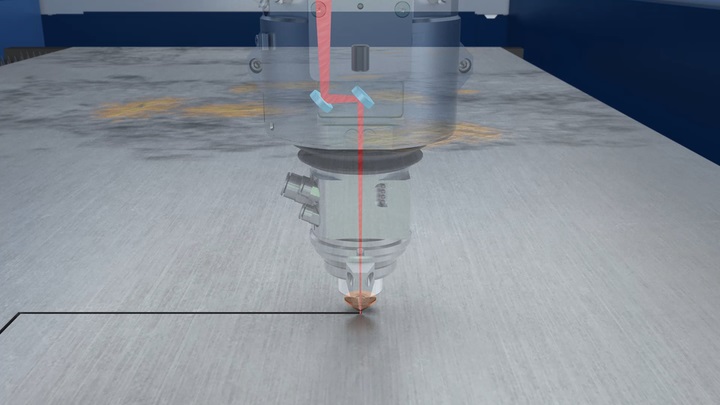
3. பணிப்பகுதியின் மேற்பரப்பில் கவனம் செலுத்துதல்
இந்த வழியும் 0 ஃபோகஸ் ஆகிறது, பொதுவாக SPC, SPH, SS41 மற்றும் பிற வொர்க்பீஸ் வெட்டுதல் ஆகியவற்றில் பொதுவாகப் பணிப்பகுதியின் மேற்பரப்பிற்கு அருகில் தேர்ந்தெடுக்கப்பட்ட கட்டிங் மெஷின் ஃபோகஸைப் பயன்படுத்தும் போது, இந்த ஒர்க்பீஸ் மேல் மற்றும் கீழ் மேற்பரப்பு மென்மைத்தன்மை ஒரே மாதிரியாக இருக்காது. வெட்டு மேற்பரப்பின் மையப் புள்ளிக்கு அருகில் பேசுவது ஒப்பீட்டளவில் மென்மையானது, மேலும் வெட்டுக் குவியத்திலிருந்து விலகி கீழ் மேற்பரப்பின் தோராயமாகத் தோன்றுகிறது. இந்த பயன்முறை உண்மையான பயன்பாட்டில் மேல் மற்றும் கீழ் மேற்பரப்புகளின் செயல்முறை தேவைகளால் தீர்மானிக்கப்பட வேண்டும்.
ஜினன் கோல்ட் மார்க் சிஎன்சி மெஷினரி கோ., லிமிடெட் என்பது ஒரு உயர்-தொழில்நுட்ப தொழில் நிறுவனமாகும், இது பின்வரும் இயந்திரங்களை ஆராய்ச்சி செய்தல், உற்பத்தி செய்தல் மற்றும் விற்பனை செய்வதில் நிபுணத்துவம் பெற்றது: லேசர் என்க்ரேவர், ஃபைபர் லேசர் மார்க்கிங் மெஷின், சிஎன்சி ரூட்டர். தயாரிப்புகள் பரவலாக விளம்பர பலகை, கைவினை மற்றும் மோல்டிங், கட்டிடக்கலை, முத்திரை, லேபிள், மரம் வெட்டுதல் மற்றும் வேலைப்பாடு, கல் வேலை அலங்காரம், தோல் வெட்டுதல், ஆடைத் தொழில்கள் மற்றும் பலவற்றில் பயன்படுத்தப்படுகின்றன. சர்வதேச மேம்பட்ட தொழில்நுட்பத்தை உள்வாங்குவதன் அடிப்படையில், வாடிக்கையாளர்களுக்கு மிகவும் மேம்பட்ட உற்பத்தி மற்றும் சரியான விற்பனைக்குப் பிந்தைய சேவையை வழங்குகிறோம். சமீபத்திய ஆண்டுகளில், எங்கள் தயாரிப்புகள் சீனாவில் மட்டுமல்ல, தென்கிழக்கு ஆசியா, மத்திய கிழக்கு, ஐரோப்பா, தென் அமெரிக்கா மற்றும் பிற வெளிநாட்டு சந்தைகளிலும் விற்கப்படுகின்றன.
பின் நேரம்: ஏப்-26-2021

