

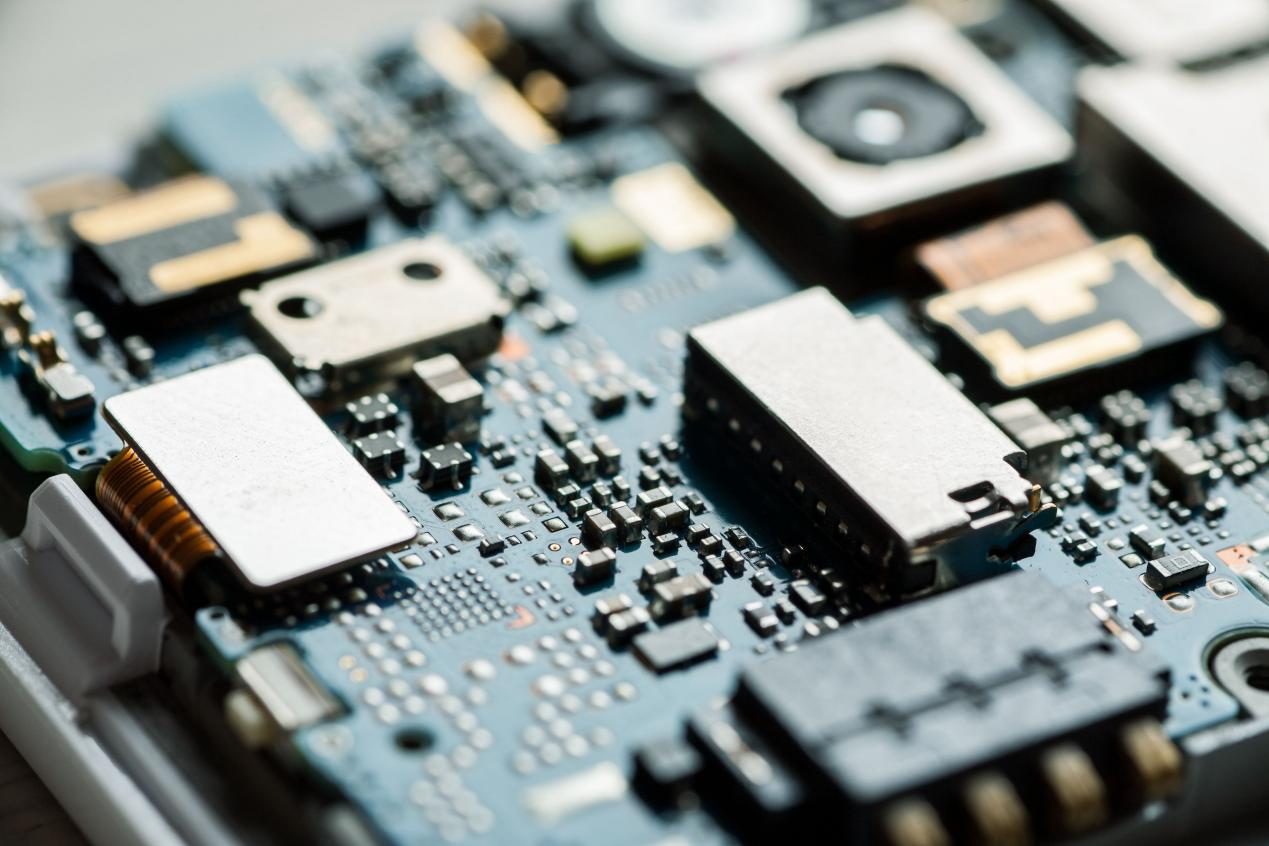
З ростом популярності смартфонів, плоских телевізорів та інших пристроїв ринок побутової електроніки пережив безпрецедентне зростання. Постійно зростаюча конкуренція призвела до того, що виробництво електроніки висуває підвищені вимоги до процесів виробництва. Традиційні методи обробки все більше не відповідають потребам сучасних процесів. Проблемами для виробників стали нестабільна якість продукту, розплавлені частини, труднощі з формуванням нормальних ядер і низький вихід. Виникненнялазерне зварюваннятехнологія відіграла важливу роль у процесі виробництва високоякісних електронних продуктів, як з точки зору оптимізації обсягу продукції, так і покращення якості.
В даний час лазерне зварювання у виробництві електронної промисловості в основному використовується в технології точного точкового зварювання, точностіточкове зварюваннятехнологія має невелику термічну деформацію, роль області та розташування точного контролю, високу якість зварювання, здатність досягати гетерогенного зварювання матеріалу, легкість досягнення автоматизації та інші переваги, можна застосовувати до електронних виробів у оболонці, екрані, USB-роз’єм, струмопровідний патч тощо, але при зварюванні різних матеріалів необхідно використовувати різні методи зварювання. СлідуйтеЗОЛОТА МАРКАщоб дізнатися більше про наступне.
Лазерний прецизійний метод точкового зварювання з високим антиматеріалом
Під час зварювання матеріалів із високим відбиванням, таких як алюміній і мідь, різні форми зварювальних хвиль мають значний вплив на якість зварювання. Використання лазерного хвилі з переднім шипом може пробити бар’єр високої відбивної здатності. Миттєва висока пікова потужність може швидко змінити стан металевої поверхні та підвищити її температуру до точки плавлення, таким чином зменшуючи відбивну здатність поверхні металу та покращуючи використання енергії. Крім того, оскільки такі матеріали, як мідь і алюміній, швидко проводять тепло, зовнішній вигляд паяного з’єднання можна оптимізувати за допомогою хвилі з повільним падінням.
З іншого боку, швидкість лазерного поглинання таких матеріалів, як золото, срібло, мідь і сталь, зменшується зі збільшенням довжини хвилі, а для міді швидкість поглинання міді становить близько 40%, коли довжина хвилі лазера становить 532 нм. Порівняння характеристик інфрачервоного лазера та зеленого лазера показує, що розмір плями інфрачервоного лазера більший, фокусна глибина коротка, а швидкість поглинання міді низька; розмір зеленої лазерної плями невеликий, фокусна глибина велика, а швидкість поглинання міді висока. Інфрачервоне лазерне та зелене лазерне імпульсне точкове зварювання міді, відповідно, можна виявити, що інфрачервоне лазерне зварювання після розміру непослідовних зварювальних з'єднань, тоді як зелений лазерний зварювальний розмір з'єднань більш рівномірний, послідовна глибина, гладка поверхня. Зварювальний ефект більш стабільний із зеленим лазером, а необхідна пікова потужність буде більше половини від потужності інфрачервоного лазера.
Метод лазерного прецизійного точкового зварювання тонких металевих листових матеріалів
Традиційні мілісекундні лазери схильні до проникнення та великих швів під час зварювання тонких листових металевих матеріалів, у той час як високоінверсні матеріали часто мають плями розриву та помилкові зварні шви через їх власну нестабільність та низьке поглинання лазерного світла у твердому стані. Щоб вирішити проблеми зі зварюванням тонкої пластини та високого інверсного зварювання металу, за допомогою волоконного лазера QCW / CW в режимі аналогової та цифрової модуляції, відповідно, запускайте один раз, щоб отримати вихід N імпульсів, з меншою потужністю для досягнення одноточкового багатоімпульсного зварювання .
Метод точкового лазерного зварювання різнорідних матеріалів
Лазерне зварювання тонких листів неоднорідних матеріалів дуже сприйнятливе до помилкового зварювання, тріщин і низької міцності з’єднань через велику різницю фізичних властивостей, низьку взаємну розчинність і високу ймовірність утворення крихких сполук, які значно погіршують механічні властивості матеріалу. зварна головка. Наносекундний лазер із високою якістю променя вибрано для придушення утворення інтерметалічних сполук методом високошвидкісного сканування з точним контролем надходження тепла для реалізації з’єднання внахлест тонких пластин різнорідних металів і покращення формування зварного шва та механічних властивостей.
Jinan Gold Mark CNC Machinery Co., Ltd. є високотехнологічним галузевим підприємством, що спеціалізується на дослідженні, виробництві та продажу таких машин: лазерний гравер, волоконно-лазерний маркувальний верстат, маршрутизатор з ЧПК. Продукція широко використовується в рекламній дошці, ремеслах і формуванні, архітектурі, печатках, етикетках, різанні по дереву та гравіруванні, обробці каменю, різанні шкіри, швейній промисловості тощо. На основі поглинання міжнародної передової технології ми надаємо клієнтам найсучаснішу продукцію та ідеальне післяпродажне обслуговування. В останні роки наша продукція продається не лише в Китаї, а й у країнах Південно-Східної Азії, Близького Сходу, Європи, Південної Америки та інших закордонних ринків.
Email: cathy@goldmarklaser.com
WeCha/WhatsApp: +8615589979166
Час публікації: 27 серпня 2021 р

