

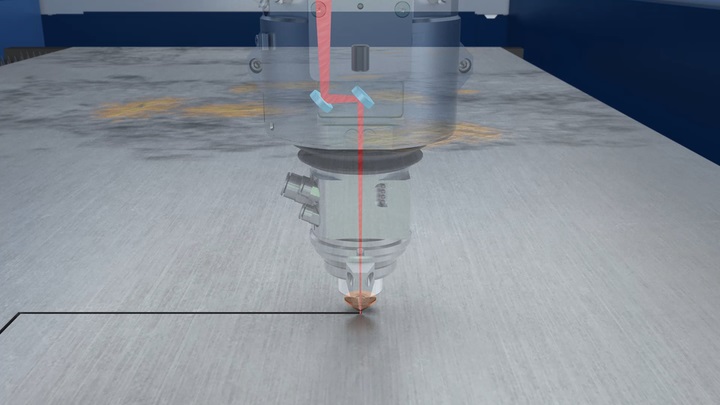
Die Beliebtheit der Faserlaserschneidmaschine hängt eng mit ihrer hohen Präzision und Genauigkeit zusammen. Wenn die Schnittgenauigkeit der Faserlaser-Schneidemaschine nicht erreicht werden kann, muss sie eliminiert werden. Die Schnittgenauigkeit der Faserlaserschneidmaschine hängt von der Fokuspunktsteuerung der Laserschneidmaschine ab. Die Anpassung des Brennpunkts der Faserlaser-Schneidemaschine ist dasselbe wie die Verbesserung der Effizienz der Faserlaser-Schneidemaschine und verbessert darüber hinaus die Produktionseffizienz des gesamten Unternehmens. Um dann die Schnittgenauigkeit der Laserschneidmaschine zu verbessern und den Fokus der Faserlaserschneidmaschine genau einzustellen, müssen wir den Fokus der Faserlaserschneidmaschine verstehen. Im Folgenden folgen wir Gold Mark zusammen, um zu sehen
1. Schneidfokus auf das Werkstück oben
Auf diese Weise geraten wir auch in den negativen Fokus, da der Schneidpunkt weder auf der Oberfläche des Schneidmaterials noch innerhalb des Schneidmaterials liegt, sondern über dem Schneidmaterial positioniert ist. Diese Methode wird hauptsächlich zum Schneiden von Materialien mit hoher Dicke verwendet. Der Hauptgrund für die Positionierung des Brennpunkts über dem zu schneidenden Material besteht darin, dass dicke Platten eine große Schnittbreite erfordern, andernfalls könnte der von der Düse gelieferte Sauerstoff leicht unzureichend werden und die Schneidtemperatur sinken. Einer der Nachteile dieser Methode besteht jedoch darin, dass die Schnittfläche relativ rau ist und für das Schneiden mit hoher Präzision nicht sehr praktisch ist.
2. Schnittschwerpunkt innerhalb des Werkstücks
Dadurch entsteht auch ein positiver Fokus. Wenn Sie das Werkstück schneiden müssen, handelt es sich um eine Edelstahl- oder Aluminiumstahlplatte, wenn der Schneidpunkt üblicherweise im Werkstückmodus verwendet wird. Einer der Nachteile dieser Methode besteht jedoch darin, dass aufgrund des Brennpunktprinzips der Schnittfläche die Schnittbreite relativ größer ist als der Schnittpunkt auf der Oberfläche des Werkstücks, während dieser Modus einen großen Schneidluftstrom erfordert, dessen Temperatur sein sollte ausreichend, die Schnittperforationszeit ist etwas länger. Wenn Sie also das Material des Werkstücks auswählen, ist hauptsächlich Edelstahl oder Aluminium die leichte Härte des Materials.
3. Schneidfokus auf der Oberfläche des Werkstücks
Auf diese Weise wird auch der 0-Fokus erreicht, was im Allgemeinen beim SPC-, SPH-, SS41- und anderen Werkstückschneiden üblich ist. Wenn der Fokus der Schneidemaschine nahe an der Oberfläche des Werkstücks ausgewählt wird, ist dieser Modus der Glätte der oberen und unteren Oberfläche des Werkstücks im Allgemeinen nicht derselbe In der Nähe des Brennpunkts ist die Schnittfläche relativ glatt, während die untere Fläche abseits des Schnittschwerpunkts rau erscheint. Dieser Modus sollte durch die Prozessanforderungen der Ober- und Unterseite in der tatsächlichen Anwendung bestimmt werden.
Jinan Gold Mark CNC Machinery Co., Ltd. ist ein High-Tech-Industrieunternehmen, das sich auf die Erforschung, Herstellung und den Verkauf folgender Maschinen spezialisiert hat: Lasergravierer, Faserlaserbeschriftungsmaschine, CNC-Fräse. Die Produkte werden häufig in den Bereichen Werbetafeln, Kunsthandwerk und Formgebung, Architektur, Siegel, Etiketten, Holzschnitt und Gravur, Steinmetzdekoration, Lederzuschnitt, Bekleidungsindustrie usw. verwendet. Auf der Grundlage der Aufnahme internationaler Spitzentechnologie bieten wir unseren Kunden die fortschrittlichste Produktion und den perfekten Kundendienst. In den letzten Jahren wurden unsere Produkte nicht nur in China, sondern auch in Südostasien, dem Nahen Osten, Europa, Südamerika und anderen Überseemärkten verkauft.
Zeitpunkt der Veröffentlichung: 26. April 2021

